


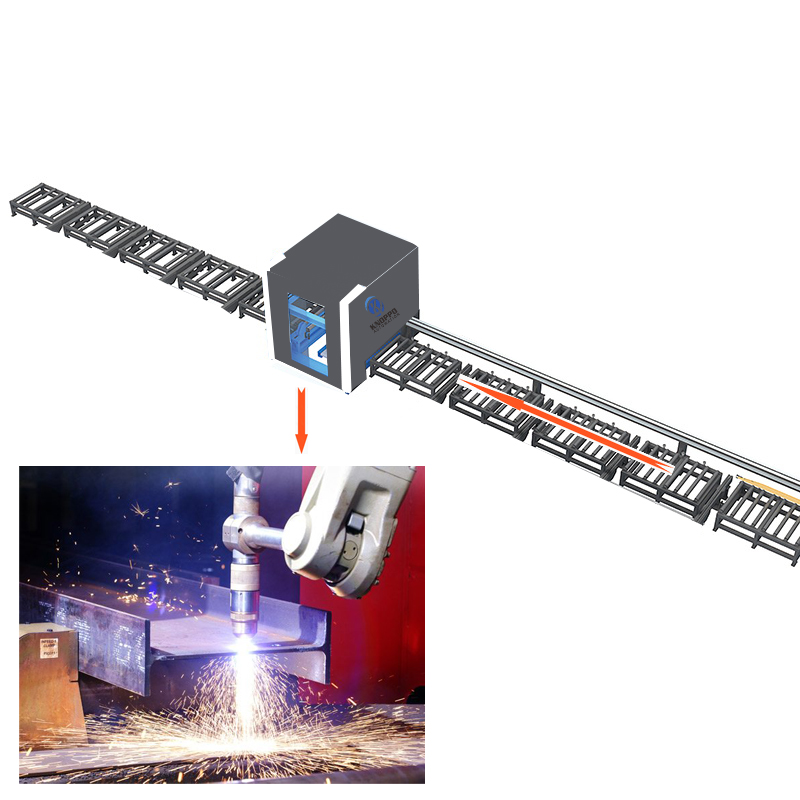
Այս H ճառագայթով կտրող մեքենան լայնորեն օգտագործվում է խողովակաշարի կառուցվածքային մասերի կտրման և մշակման մեջ շինարարության, քիմիական, նավաշինության, մեքենաշինության, մետաղագործության, էլեկտրաէներգիայի և այլ ոլորտներում:Նախկինում այս տեսակի վերամշակման մեծ մասում օգտագործվում էին հետամնաց և բարդ գործառնական տեխնիկա, ինչպիսիք են նախատիպերի պատրաստումը, գրչագրումը, ձեռքով լոֆթինգը, ձեռքով կտրումը և ձեռքով փայլեցումը:CNC հատող գիծ կտրող մեքենան կարող է շատ հարմար կտրել և մշակել այդպիսի աշխատանքային մասերը:Օպերատորի կողմից հաշվարկի կամ ծրագրավորման կարիք չկա։Դուք միայն պետք է մուտքագրեք խողովակի շառավիղը, խաչմերուկի անկյունը և խողովակների հատման համակարգի այլ պարամետրերը, և մեքենան կարող է ավտոմատ կերպով կտրել խողովակի հատման գիծը:Հատվող գծերի անցքեր և եռակցման ակոսներ:CNC խողովակների հատման գիծը կտրող մեքենան ընդունում է թվային հսկողություն, իսկ սարքավորումները [կառավարման առանցքների թիվը երկուից վեց առանցք է և այլ տարբեր մոդելներ:Յուրաքանչյուր մոդել գիտակցում է հսկիչ առանցքի փոխկապակցումը կտրման ընթացքում, օրինակ՝ աշխատանքային ժամերին, և ունի տարբեր հատվող գծեր կտրելու և հատվող անցքերի գործառույթներ.ֆիքսված անկյունով թեքություն, ֆիքսված կետով թեքություն և փոփոխական անկյունով թեքություն կտրելու գործառույթներ;խողովակի կտրման փոխհատուցման գործառույթը
| Աշխատանքային տարածք | Անուն | Պարամետրեր |
| H ճառագայթ/I beam/Channel Steel/Angle Steel Beam | 600 մմ-1500 մմ | |
| Կտրման մեթոդ | Պլազմա/Ֆլեյմ | |
| Արդյունավետ կտրման երկարություն | 12 մ | |
| Պրոֆիլների կտրման ձև | Ֆիքսված երկարությամբ ուղիղ կտրվածք, ֆիքսված երկարությամբ թեք կտրվածք | |
| Կիրառելի նյութեր | Ածխածնային կառուցվածքային պողպատ, չժանգոտվող պողպատ | |
| Կտրում | Պլազմային էներգիայի աղբյուր | 200 Ա |
| մեթոդ | Պլազմայի կտրման հաստությունը | Պիրսի կտրման հաստությունը 1-45 մմ |
| Օքսի վառելիքի կտրման հաստությունը | Ուղղահայաց կտրման հաստությունը <60 մմ | |
| Փեղկավոր կտրում | ±45. | |
| Մեքենա ճշգրտություն | Երկարության կտրման ճշգրտություն | ±1,5 մմ |
| Կտրման արագություն | 10 ~ 2000 մմ/րոպե | |
| Շարժման արագություն | 10 ~ 6000 մմ/րոպե | |
| Առանցք | Ռոբոտի առանցք | X առանցք: Կտրող ջահի շարժումը ձախ և աջ |
| Y1 Axis & Y2 Axis. Իրական երկկողմանի համաժամացման առանցք. կտրող ջահի շարժումը առաջ և հետ | ||
| A առանցք՝ կտրող ջահի պտույտ | ||
| B առանցք. կտրող ջահը հորանջում է | ||
| C առանցք: Արտաքին աշխատանքային մասը գտնվում է հորիզոնական սնուցման ուղղությամբ | ||
| ZAxis. կտրող ջահը վեր ու վար | ||
| Քաշը | Կտրվող պրոֆիլի առավելագույն քաշը | 5000 կգ |
Նմուշ
Տեսանյութ
-
Գլանակով մեծ տրամագծով CNC խողովակի կտրող փեղկ...
-
5 առանցք CNC քառակուսի և կլոր խողովակի պլազմային խողովակ...
-
6 առանցք H ճառագայթով CNC կտրիչ պլազմային կտրող հաղթահարում ...
-
Ռոբոտ CNC պլազմային խողովակների պրոֆիլ կտրող մեքենա...
-
Metal Tube And Sheet CNC Plasma Cutter
-
H ճառագայթների արտադրության գիծ Ավտոմատ H ճառագայթով կտրող...





