
Լազերային կտրումլազերային ճառագայթով ճառագայթելն է կտրվող նյութի վրա, որպեսզի նյութը տաքացվի, հալվի և գոլորշիացվի, իսկ հալվածը բարձր ճնշման գազով քշվի՝ առաջացնելով անցք, և այնուհետև ճառագայթը շարժվի նյութի վրա, և անցքը անընդհատ ճեղք է կազմում:
Ընդհանուր ջերմային կտրման տեխնոլոգիայի համար, բացառությամբ մի քանի դեպքերի, որոնք կարելի է սկսել ափսեի եզրից, նրանցից շատերը պետք է մի փոքրիկ անցք անցկացնեն ափսեի մեջ, այնուհետև սկսեն կտրել փոքր անցքից:

Հիմնական սկզբունքըլազերային պիրսինգերբ որոշակի էներգիայի լազերային ճառագայթ ճառագայթվում է մետաղական թիթեղի մակերևույթի վրա, բացի այն, որ դրա մի մասը արտացոլվում է, մետաղի կողմից կլանված էներգիան հալեցնում է մետաղը՝ ձևավորելով հալած մետաղական ավազան։Հալած մետաղի կլանման արագությունը մետաղի մակերեսի նկատմամբ մեծանում է, այսինքն՝ ավելի շատ էներգիա կարող է կլանվել մետաղի հալումն արագացնելու համար։Այս պահին էներգիայի և օդի ճնշման պատշաճ վերահսկումը կարող է հեռացնել հալած մետաղը հալած ավազանում և շարունակաբար խորացնել հալած ավազանը, մինչև մետաղը ներթափանցվի:
Գործնական կիրառություններում Պիրսը սովորաբար բաժանվում է երկու եղանակով՝ զարկերակային պիրսինգ և պայթեցում:
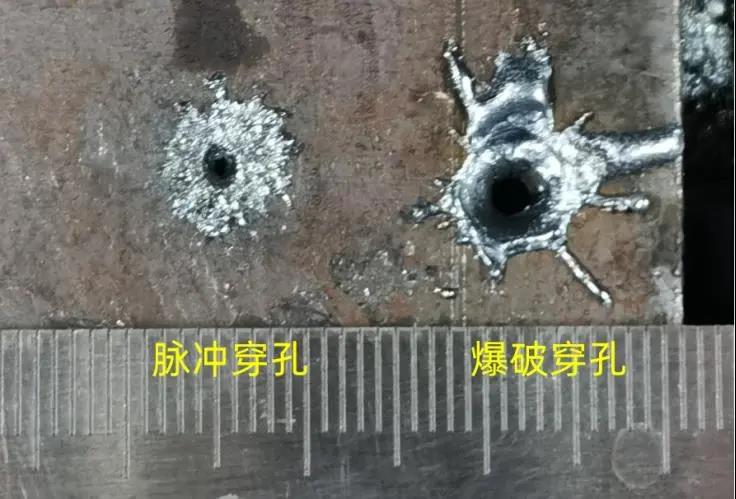
1. Զարկերակային պիրսինգի սկզբունքն է օգտագործել իմպուլսային լազեր՝ բարձր գագաթնակետային հզորությամբ և ցածր աշխատանքային ցիկլով, որպեսզի ճառագայթահարվի կտրվող ափսեը, որպեսզի փոքր քանակությամբ նյութ հալվի կամ գոլորշիացվի և անցքի միջով դուրս գա անցքի միջով: շարունակական ծեծի և օժանդակ գազի համակցված գործողության ներքո և շարունակաբար.Աշխատեք աստիճանաբար, մինչև թերթիկը ներթափանցվի։
Լազերային ճառագայթման ժամանակը ընդհատվող է, և դրա կողմից օգտագործվող միջին էներգիան համեմատաբար ցածր է, ուստի մշակման ենթակա ամբողջ նյութի կողմից կլանված ջերմությունը համեմատաբար փոքր է:Ավելի քիչ մնացորդային ջերմություն կա պերֆորացիայի շուրջ և ավելի քիչ մնացորդ է մնում ծակման վայրում:Այս կերպ ծակված անցքերը նույնպես համեմատաբար կանոնավոր են և փոքր չափերով, և հիմնականում ոչ մի ազդեցություն չունեն նախնական կտրվածքի վրա:
Հրապարակման ժամանակը՝ Հունվար-08-2022